 
 Main Menu
Main Menu
|
|
Nevada Classics
|
|
Advertise at CC
|
|
January 2026
|
| S |
M |
T |
W |
T |
F |
S |
| |
|
|
|
1 |
2 |
3 |
| 4 |
5 |
6 |
7 |
8 |
9 |
10 |
| 11 |
12 |
13 |
14 |
15 |
16 |
17 |
| 18 |
19 |
20 |
21 |
22 |
23 |
24 |
| 25 |
26 |
27 |
28 |
29 |
30 |
31 |
|
|
CC Advertisers
|
|

07-04-2012, 08:23 AM
|
 |
CC Member

|
|
|
Join Date: Sep 2006
Location: Skjetten,
No
Cobra Make, Engine: Unfortunataly ; none
Posts: 333
|
|

 Not Ranked
Not Ranked
Joe (wideglide)- do you know the cause of the mishap yet?
Was the broken cap the cause?
What kind of block and crank?
|
-
Advertising

07-04-2012, 09:12 AM
|
|
CC Member
|
|
|
Join Date: Apr 2007
Cobra Make, Engine:
Posts: 1,009
|
|
Not Ranked
 FE durability
FE durability
Quote:
Originally Posted by fordracing65

Do any FE's stay together? Sorry to hear that.
|
They do if you keep the Soy sauce out of the build. |
07-05-2012, 06:19 AM
|
|
CC Member
|
|
|
Join Date: Dec 2003
Location: Lehigh Valley, PA,
PA
Cobra Make, Engine: Look-a-like cobra POS
Posts: 955
|
|
Not Ranked
Original KC build with a Scat cast crank. 15 hours + of open track. Complete teardown and inspection rescently revealed no major issues with any component. Crank in perfect condition.
__________________
B. Ewing
|
07-07-2012, 06:32 AM
|
|
CC Member
|
|
|
Join Date: Jul 2003
Location: West Bloomfield,
MI
Cobra Make, Engine:
Posts: 717
|
|
Not Ranked
The Scat forging is a lot nicer looking than the RPM one - if cosmetics mean anything. The machine work is orders of magnitude better.
__________________
Survival Motorsports
"I can do that....."

Engine Masters Challenge Entries
91 octane - single 4bbl - mufflers
2008 - 429 cid FE HR - 675HP
2007 - 429 cid FE MR - 659HP
2006 - 434 cid FE MR - 678HP
2005 - 505 cid FE MR - 752HP
|
07-30-2012, 09:03 AM
|
|
CC Member
|
|
|
Join Date: Oct 2003
Posts: 4,078
|
|
Not Ranked
Quote:
Originally Posted by D-CEL
Hey Eljaro, Chas and all
Sorry all for the delay, as this is a "G job", the paying customers have to come first. But rest assured we have accumulated some very interesting data in the 21.2hrs we have in it so far. I have asked that it be completed soon, we are shooting for the next two weeks. Our initial review suggests a machining defect in the fillet radius as the initiation point, However a problem also exists within the microstructure of the material. The combination of the two appears potentially fatal.
On the good side, if the data proves out, we should be able to offer a fairly accurate NDT acceptance model for checking the microstructure of the material before installation.
|
Well August is around the corner but I still feel there's value for all of us in the outcomes here.
Ejaro-you said you were moving to another resolution and build with Keith; has that happened?
Jason-what came out of the above procedures?
__________________
Chas.
|
07-30-2012, 12:04 PM
|
|
CC Member
|
|
|
Join Date: Apr 2012
Location: Bay Area (Peninsula),
CA
Cobra Make, Engine: ERA 427, 427/487 side-oiler
Posts: 1,248
|
|
Not Ranked
Quote:
Originally Posted by Barry_R
The Scat forging is a lot nicer looking than the RPM one - if cosmetics mean anything. The machine work is orders of magnitude better.
|
I thought there was only a Scat cast crank, and an RPM forged. Is there now a Scat/forged, and if so what is the price and stroke? Is it a big upgrade from the Scat/cast?
Thanks! |
07-30-2012, 12:44 PM
|
|
CC Member
|
|
|
Join Date: Dec 2001
Location: Louisville,
KY
Cobra Make, Engine: I'm Cobra-less!
Posts: 9,417
|
|
Not Ranked
Scat does make a forged crank. They're almost twice the price of the cast ones and really not necessary for most FE builds.
I wouldn't put an Eagle in my weedeater...
|
07-30-2012, 01:57 PM
|
|
CC Member
|
|
|
Join Date: Jul 2003
Location: West Bloomfield,
MI
Cobra Make, Engine:
Posts: 717
|
|
Not Ranked
The Scat forging is a good option for cars that either make a lot of power or spend a lot of time "on throttle" - such as a road race deal. Not really needed for a 600HP street combo. The Scat forging is much nicer than the RPM from a dimensional perspective. Available in 4.125 and 4.250.
__________________
Survival Motorsports
"I can do that....."
Engine Masters Challenge Entries
91 octane - single 4bbl - mufflers
2008 - 429 cid FE HR - 675HP
2007 - 429 cid FE MR - 659HP
2006 - 434 cid FE MR - 678HP
2005 - 505 cid FE MR - 752HP
|
08-08-2012, 03:37 AM
|
 |
CC Member
|
|
|
Join Date: Jun 2003
Location: Palma de Mallorca, Spain,
ESP
Cobra Make, Engine: Contemporary with 482 KC/SO, TKO600,IRS Jag/AMP, 3.54 Salisbury PL,
Posts: 582
|
|
Not Ranked
new short block
Quote:
Originally Posted by D-CEL
Hey Eljaro, Chas and all
Sorry all for the delay, as this is a "G job", the paying customers have to come first. But rest assured we have accumulated some very interesting data in the 21.2hrs we have in it so far. I have asked that it be completed soon, we are shooting for the next two weeks. Our initial review suggests a machining defect in the fillet radius as the initiation point, However a problem also exists within the microstructure of the material. The combination of the two appears potentially fatal.
On the good side, if the data proves out, we should be able to offer a fairly accurate NDT acceptance model for checking the microstructure of the material before installation. Here is a hint for the sharp eyed!


Best regards
jason |
Hi Jason,
any additional info regarding your analysis which I can pass on to Keith ?
I am ordering the new short block and would like him to take special care in the crankshaft selection. Your info may be helpful.
Thanks
Stefan
__________________
Nothing sounds better than a Cobra in a Tunnel !
|
08-09-2012, 05:55 AM
|
|
CC Member
|
|
|
Join Date: May 2012
Cobra Make, Engine:
Posts: 57
|
|
Not Ranked
I wouldn't be so quick to blame China. They just sell what somebody wants to buy - cheap. Nobody complains much about their Chinese Iphones. Most of the high end wheels are cast in China. If Chinese labor is inadequate and creates shoddy goods, I suggest trying to not buy Chinese for 6 months - just American.
We don't make stuff here anymore - we are too cheap to pay American wages. That's why the economy grade 1911's are Turkish or Czech, Superformance is in South Africa, and former MIG fabricators in Poland now make aluminum Cobra fenders. Americans refuse to work for $4 an hour. We want to pay $75 a month to watch Mayberry reruns on our smartphones during lunch.
As for "billet," all that means is the part is machined from one big chunk of metal. It doesn't say anything about what that metal is, whether that machining was even any good, or if the overall design is correct. You can machine something very nicely and it could easily fail. Billet means nothing other than the makers production volume was so low he couldn't afford casting or forging. CNC time on a milling machine was his least expensive option. A good example is AR15 receivers - about $50 each retail shipped, forged to shape in aluminum with finish machining and anodizing. Or - CNC billet for $179. You don't get any measurable improvement in accuracy or reliability. All you get is looks.
People machine billet cranks because buyers don't want to pay for having one forged. It's really just being cheap. So is sending your production off shore, because you know the market really doesn't care. The difference in price could be enough to pay for a years worth of unlimited data, and the public wants that more than a quality made forged American crankshaft in a custom stroke.
If we didn't want to buy Chinese made engine parts, they couldn't give them away.

|
08-09-2012, 05:57 AM
|
|
CC Member
|
|
|
Join Date: Dec 2001
Location: Louisville,
KY
Cobra Make, Engine: I'm Cobra-less!
Posts: 9,417
|
|
Not Ranked
Their i Phones don't trash $20k engines...
|
08-09-2012, 06:44 AM
|
|
CC Member
|
|
|
Join Date: Dec 2003
Location: Lehigh Valley, PA,
PA
Cobra Make, Engine: Look-a-like cobra POS
Posts: 955
|
|
Not Ranked
tirod, I presume the Polish parts you are refering to are Kirkham's. This is nothing new, they have been manufacturing quality products in an ex-MIG factory for years.
Best, Bret.
__________________
B. Ewing
|
08-09-2012, 10:12 AM
|
 |
Full Blown Member
|

|
|
Join Date: Sep 2008
Cobra Make, Engine: KMP 427 S/C, Twin Paxton 511 FE
Posts: 2,594
|
|
Not Ranked
tirod,
I agree with much of what you said but...
If a startup company makes their parts from day one in China, more power to 'em. May very well be 'trash in, trash out', maybe not.
But when an American company with a name and repuation, sneaks production to China (you know, the American way  ), then that's a different story.
btw-when I say 'sneaks', I mean that companies generally don't say, "Hey everybody! Our parts are now made in China! They cost us a fraction but cost you the same! And they're just as shiney. And we'll honor the warranty because they're just so inexpensive to us."
__________________
rodneym
Last edited by rodneym; 08-09-2012 at 10:16 AM..
|
08-09-2012, 10:40 AM
|
 |
CC Member
|
|
|
Join Date: Dec 2010
Location: Tempe,AZ-High Point,NC,
AZ
Cobra Make, Engine: Kirkham #684, 482FE, Mike Mccluskey build
Posts: 2,520
|
|
Not Ranked
Quote:
Originally Posted by bret a ewing
tirod, I presume the Polish parts you are refering to are Kirkham's. This is nothing new, they have been manufacturing quality products in an ex-MIG factory for years.
Best, Bret.
|
The Kirkham story is completely different, they did'nt seek out Polish labor to save money, they went there because the Polish were skilled in the field of aluminum, with the factory and tooling to boot, hence making Mig fighters, I doubt the Kirkhams pay them like Chinese.
__________________
PRIDEnJOY
|
08-09-2012, 08:53 PM
|
|
CC Member
|
|
|
Join Date: May 2006
Location: St. Louisville,
Oh
Cobra Make, Engine: A&C 67 427 cobra SB
Posts: 2,445
|
|
Not Ranked
There is a huge science out there in making metal parts. It is a whole lot more complicated than some may think.
There may be a huge difference in strength between the AR-15 receivers. However if the service doesn't require that extra strength it makes no difference in that service and adds no value. Just because a CNC billet part is a waste on money in that particular service does not mean there is no difference in the two manufacturing processes and either can be used in any application.
The crankshaft that broke may well have lasted 200K miles in an engine with 150 lb-ft less torque and the revs limited 1000 rpm lower. Until you exceed a parts capability, it will perform perfectly.
|
08-10-2012, 06:19 AM
|
|
CC Member
|
|
|
Join Date: Dec 2003
Location: Lehigh Valley, PA,
PA
Cobra Make, Engine: Look-a-like cobra POS
Posts: 955
|
|
Not Ranked
Quote:
Originally Posted by fordracing65
The Kirkham story is completely different, they did'nt seek out Polish labor to save money, they went there because the Polish were skilled in the field of aluminum, with the factory and tooling to boot, hence making Mig fighters, I doubt the Kirkhams pay them like Chinese.
|
Yep. 
__________________
B. Ewing
|
08-15-2012, 08:40 AM
|
|
CC Member
|
|
|
Join Date: Jan 2005
Location: Rancho Cucamonga,
ca
Cobra Make, Engine: SPF 239
Posts: 820
|
|
Not Ranked
Well it took a lot longer than I had hoped to get it done, but at least business is good enough to not have time for G jobs! I am sorry to everybody for the long lead time. so here goes.
August 13, 2012
Metals Technology Inc.
Failure analysis, Eagle 4.250 cast (iron) crankshaft,
Description: 1 piece, as described, connecting rod, journal area
Information:
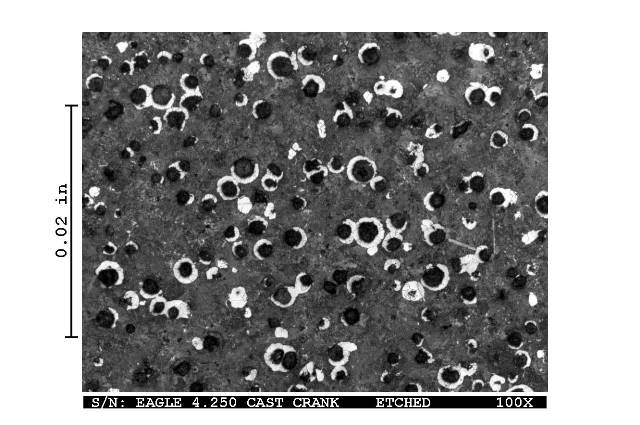
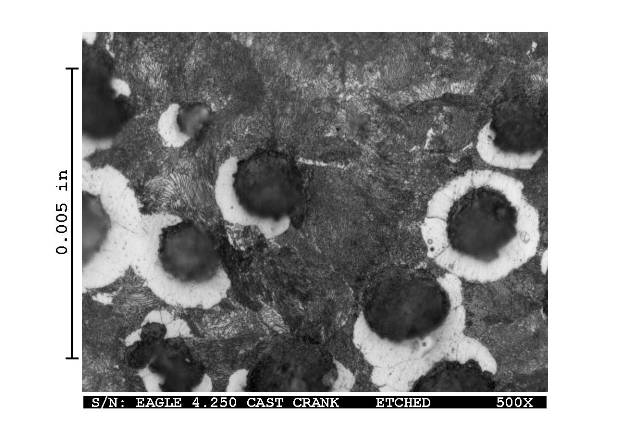
Material: A sample was cut and prepared to perform a spectrum chemistry analysis which was identified as Grey Cast Iron similar to 753. See chemistry test result sheet.
Microstructure: Type I
..Graphite Nodular
..Size 6
..Free-Ferrite envelopes in a matrix of fine pearlite, normal for alloy. See photos as polished and etched 100x, 500x.
Hardness: HRA
..Readings, 58.2 / 58.6 / 58.8
mean = HRA 58.53
Tensile Strength: 101 Ksi
Inspection & Interpretation: Visual inspection of fracture surfaces denotes two types of fractures, MTI to identify as Side A and Side B.
Side B: Fracture shows evidence of Tension - Tension in a high normal mild stress concentration which appears to be a ductile region of final, fast fracture overload. See photo side B fast fracture. Note: This fracture (appears) is secondary to the primary cause.
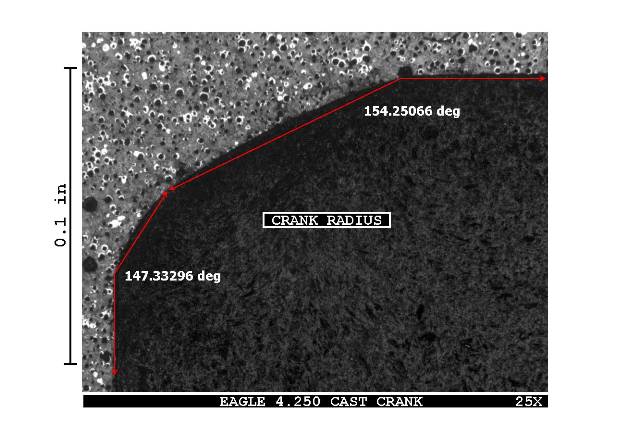
Side A: Fracture contains evidence of Tension in a high to severe stress concentration which shows a fatigue fracture with ratchet marks. A cross-sectional review of the radius profile depicts two different angles of degree, one at 147.33 deg. and 154.25 deg. The convergence of these two angles near the mid-point of the radius shows visual and microscopic evidence of crack initiation and propagation with multiple origination points observed.
Initiation direction: Long/axial,
Propagation/Convergence: Radial
Failure cause:
At high overstress or in the presence of a severe stress concentration, multiple origins will be observed in most instances with the cracks from these origins eventually uniting to form a single crack front. Before that union, the individual micro-cracks will be separated by small vertical ledges, which have been termed ratchet marks. These marks are characteristic of fatigue cracks emanating from several sites and later join to from one primary crack.
It is M.T.I.'s conclusion that the cause of the failure was fatigue caused by a severe stress concentration (stress riser) near the center of the fillet radius. This stress concentration is the result of the angular convergence in the fillet radius area due to the finial machining of the parts radius configuration. See photos, side A fatigue fracture, origin fatigue and crank radius.
Smc
|
08-15-2012, 08:52 AM
|
|
CC Member
|
|
|
Join Date: Oct 2003
Posts: 4,078
|
|
Not Ranked
So in layman's language, the cause is a stress riser in the fillet radius caused by improper machining-yes?
Instead of a smoothly curved fillet, it was machined with cuts meeting at an angle?
__________________
Chas.
|
08-15-2012, 09:05 AM
|
|
CC Member
|
|
|
Join Date: Jan 2005
Location: Rancho Cucamonga,
ca
Cobra Make, Engine: SPF 239
Posts: 820
|
|
Not Ranked
Sorry, here is the street version :
The fillet radius is poorly machined with two distinct, intersecting flat areas resulting in the stress being focused on a small area. This is a fairly typical condition in a plunge ground machine operation when the grinding wheel is not properly dressed.
And clearly the MFG is not performing inspection on the critical features.
Jason
|
08-15-2012, 09:15 AM
|
|
CC Member
|
|
|
Join Date: Oct 2003
Posts: 4,078
|
|
Not Ranked
I understood that but couldn't say it as well as you.
Thanks.
So clearly, Eagle has poor machining practices and worse inspection methods.
__________________
Chas.
|
 Posting Rules
Posting Rules
|
You may not post new threads
You may not post replies
You may not post attachments
You may not edit your posts
HTML code is Off
|
|
|
All times are GMT -7. The time now is 07:14 PM.
|


















 Linear Mode
Linear Mode


